Centralized Vacuum Solutions for Food Packaging
In response to the growing demand for efficient packaging of sliced meats and other perishable foods, centralized vacuum solutions have become the industry standard. These systems replace traditional setups that rely on multiple small vacuum pumps, significantly reducing oil exhaust and noise levels within production facilities.

A prime example of this is Finnish meat processor HKScan, which has been trusting Pneumofore’s vacuum solutions for its production site in Swinoujscie, Poland since 2005. The initial installation featured a centralized double-stage vacuum system composed of three UV16 H vacuum pumps. These pumps, coupled with a roots blower as the second stage, achieve an absolute pressure level of 0.05 mbar(a). The UV Series pumps impressed with their silent operation and exceptionally clean exhaust, thanks to the use of H1 class food-grade coolant that meets NSF standards. The system not only met but exceeded the customer’s expectations, prompting HKScan to expand the setup in 2007 with an additional, larger, double-stage vacuum pump model UV30 H to accommodate increasing production demands.
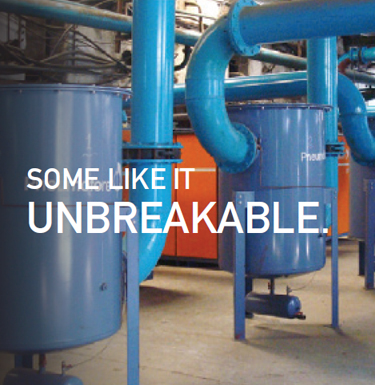
In 2021, another UV30 H double-stage vacuum pump with a second stage on top was installed, demonstrating the enduring reliability of Pneumofore’s technology. Notably, the original UV16 H pumps from 2005 had surpassed 110,000 hours of operation without requiring an overhaul. Visible in the picture are 3 pumps model UV16 H and 2 units model UV30 H, all with a roots blower on top, installed now at HKScan.
Pneumofore’s reputation extends beyond HKScan. Renowned food manufacturers like Franzin Carni, located near Venice in Northern Italy, have also selected Pneumofore’s UV Series vacuum pumps to enhance their packaging processes. Franzin Carni previously relied on a complicated system of multiple vacuum units within their 2 °C cooling room. In 2002, Pneumofore replaced this setup with a centralized system featuring a single double-stage UV16 H vacuum pump, achieving a pressure of 4 mbar(a). This upgrade increased packaging speed by 20%, from 20 to 24 packs per minute, while simultaneously reducing operational costs. Four years later, the company further optimized production by adding another UV16 H pump. The system, installed outside the facility on the rooftop, has been running smoothly for over a decade, with no interruptions or need for overhauls.
Success stories like these highlight the value of collaboration between solution providers and customers, where a thorough application analysis leads to enhanced performance without compromise. With decades of experience, Pneumofore is a trusted name in the food packaging industry. Their centralized vacuum systems not only ensure optimal vacuum levels for faster packaging but also effectively manage evacuated humidity, all while offering the exclusive advantage of air-cooled operation.
When it comes to reliable, efficient, and long-lasting centralized vacuum solutions for food packaging, Pneumofore stands out as the industry leader.